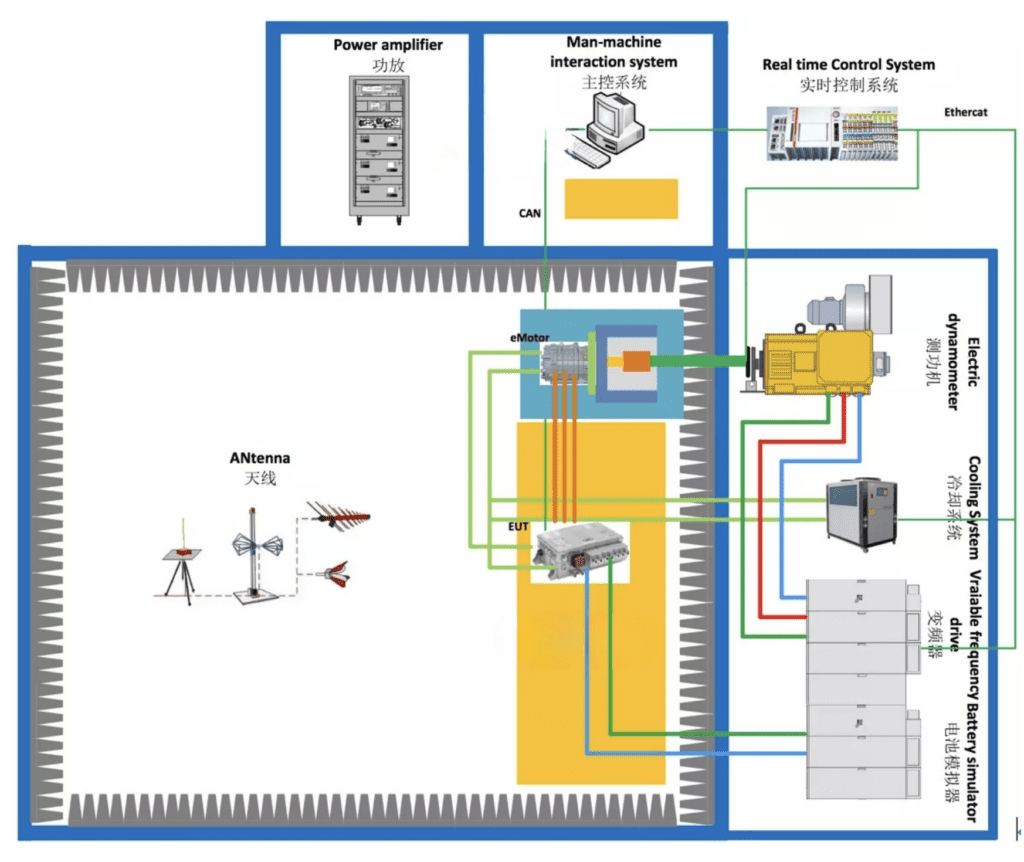
Our electric drive and powertrain universal dynamometers use for a variety of testing needs, including EMC/EMI testing for high-speed motors, moreover low-speed high-torque powertrains, in addition low-speed high-torque motors. This versatile system is perfect for evaluating the full range of electric drive systems under real-world conditions.
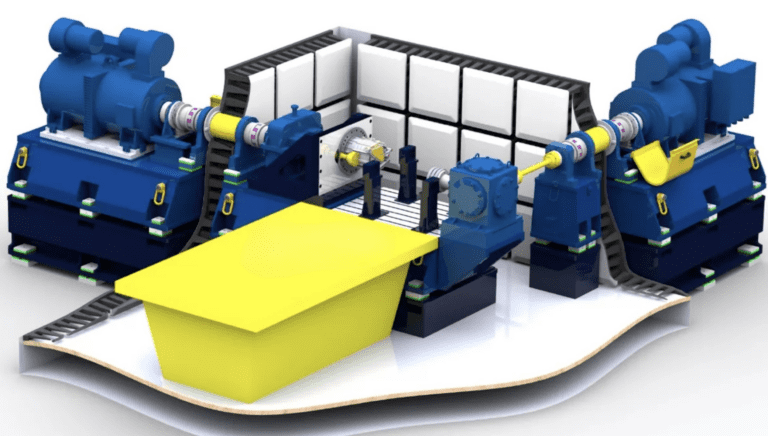
In addition the system utilizes a medium-speed high-torque dynamometer that connects to a dual-output shaft gearbox. Through gear transmission, the high-speed shaft can increase to higher speeds, while the low-speed shaft is directly power by the dynamometer. This flexible configuration allows for testing both high-speed, low-torque and low-speed, high-torque electric drive systems.
However, due to the introduction of a high-speed gearbox, the mounting surface area for the motor will be larger, and the reflecting surface area will also increase. This can lead to a slight impact on measurement uncertainty. To mitigate these effects, our product is equipped with several key design features to ensure optimal performance and accuracy.